A Bright Meadow Group design note on electrically shaped coating systems
Paint is usually treated like a plumbing problem.
Push coating through a hole. Add air. Change pressure. Change the cap. Change the distance. Change the angle. Spin a bell faster. Slow the line down. Move the robot again. Mask the part. Wipe the edge. Adjust the fan. Adjust it again.
That works.
It has worked for a long time.
But it also tells us something important: we are still using mechanical motion to solve a fluid-behavior problem.
The paint itself is not dumb material. It is a fluid system. It has viscosity, surface tension, charge behavior, droplet breakup, impact behavior, wetting behavior, and memory of the conditions that formed it. The spray plume is not just a cloud. It is a moving geometry.
Once you see that, the nozzle stops looking like a fixed piece of hardware.
It starts looking like a control surface.
That is the opportunity.
Not a better spray gun.
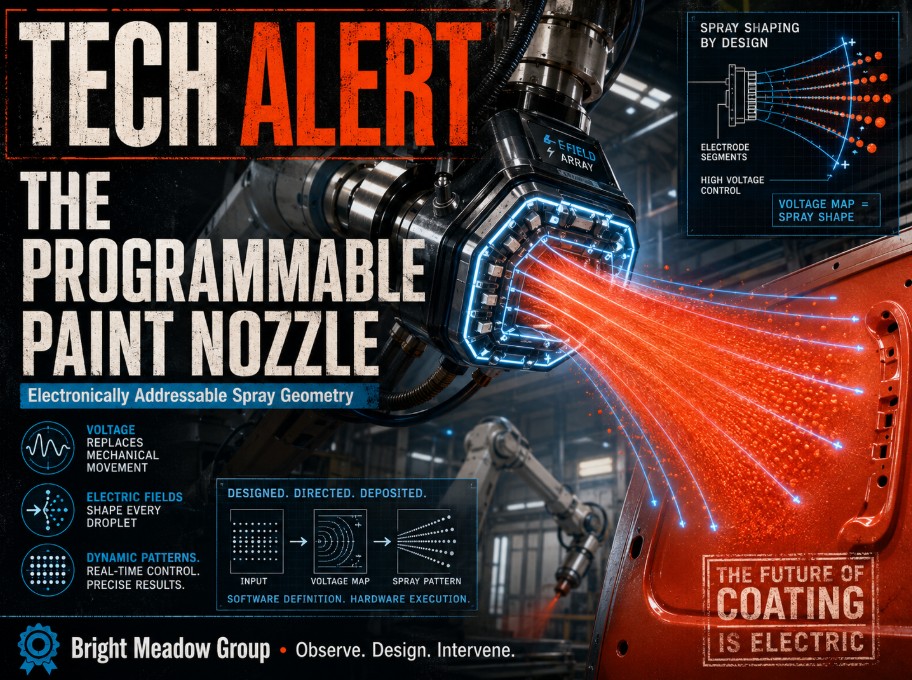
A programmable paint nozzle.
Observe
The modern paint nozzle has two jobs that are usually treated as one.
The first job is to atomize paint.
The second job is to control where the atomized paint goes.
Those are not the same job.
Atomization is the making of droplets. Pattern control is the shaping of a cloud. Deposition is what happens after that cloud reaches the part. Finish quality is what happens after the droplet becomes film.
Industry stacks mechanisms on top of mechanisms to control those steps. Airless systems use pressure. Air-assisted systems use compressed air. Electrostatic guns add charge. Rotary bell systems add high-speed spinning cups. Automated lines add shaping air, turbines, bells, robot paths, flow schedules, masking, booth air, and grounded workpieces.
It is impressive machinery.
It is also a confession.
We are not really controlling the paint. We are building a mechanical weather system around the paint and hoping the droplets behave.
Electrostatic coating already proves the first half of the better idea. If the droplet carries charge and the target is grounded, the paint does not simply fly forward like mist. It responds. It bends. It wraps. It deposits more efficiently than it would as an uncharged fog.
That is useful, but it is still mostly used as attraction.
Charge helps the paint reach the part.
The new question is larger:
Can electric fields shape the spray itself?
Can a nozzle hold still while the pattern changes?
Can voltage replace some of the mechanical geometry?
Can the final millisecond — when the droplet lands, spreads, rebounds, splashes, or becomes orange peel — be treated as part of the control problem?
That last part matters.
A paint system does not end at the nozzle. It ends at the surface.
The finish is born at impact.
The Real Design Problem
A coating line is not trying to spray paint.
It is trying to place a controlled liquid film on a surface.
That difference matters.
Spraying is just the delivery method. The desired outcome is film thickness, coverage, adhesion, edge control, finish quality, transfer efficiency, low waste, low rework, low downtime, and predictable cleanup.
The nozzle is only one part of that system, but it is a leverage point because it sits at the transition between liquid and cloud.
Before the nozzle, paint is bulk fluid.
After the nozzle, paint is population behavior.
Thousands or millions of droplets are suddenly negotiating with air, charge, gravity, booth flow, part geometry, surface energy, and each other.
That is not plumbing.
That is a swarm.
A good system should treat it that way.
Design
The proposed device is a solid-state electrofluidic paint applicator.
Not solid-state in the sense that nothing moves anywhere. Paint still needs pumps. Material still needs metering. Valves still need to open and close. Lines still need flushing. Industrial coatings are too messy, too varied, and too expensive to pretend otherwise.
The solid-state claim is narrower and more useful:
The spray pattern should be shaped electronically instead of mechanically wherever possible.
The heart of the device is a fixed or minimally adjustable fluid outlet surrounded by a controllable field assembly. That assembly could include segmented electrode rings, directional plates, shaping grids, pulsed emitters, or concentric field zones around the nozzle.
Instead of changing the physical cap, the controller changes the field.
Instead of asking shaping air to do all the pattern work, the system uses voltage, polarity, pulse timing, charge density, and electrode geometry as active spray controls.
The paint plume becomes electronically addressable.
That phrase is the machine:
Electronically Addressable Spray Geometry
A conventional nozzle has a pattern.
A programmable nozzle has modes.
Pencil mode for seams, welds, corners, and narrow passes.
Fan mode for flat panels.
Cone mode for frames, castings, racks, and irregular shapes.
Wrap mode for conductive parts where the field can help the paint curl around edges.
Edge-control mode to reduce heavy buildup on corners.
Shadow-fill mode to push deposition into recesses without flooding the face.
Low-bounce finish mode to land the final coat with less rebound and surface disruption.
Pulse mode to meter paint as packets instead of continuous fog.
Cleaning mode to change field behavior during purge and reduce internal fouling.
The physical nozzle remains simple. The pattern becomes software.
That is the shift.
Why This Is Different From Ordinary Electrostatic Painting
Electrostatic painting already exists. That has to be said clearly.
The point here is not, “What if paint had charge?”
The point is, “What if charge became the main shaping mechanism?”
Traditional electrostatic systems use electrical attraction to improve transfer efficiency. The charged droplets are pulled toward the grounded part. That reduces waste and helps paint reach surfaces that a neutral spray might miss.
Useful.
But most systems still rely on mechanical and pneumatic methods to create and shape the plume. The bell spins. The air cap shapes. The robot compensates. The booth manages the rest.
This concept moves the electrical system upstream in importance.
The charge is not just a delivery assist.
It becomes a geometry actuator.
The nozzle does not merely produce charged droplets. It produces a controllable charged droplet field.
That means the applicator could change pattern shape rapidly without swapping parts, physically adjusting fan caps, or using as much shaping air.
That has real value.
Compressed air is not free. Mechanical complexity is not free. Cleaning time is not free. Overspray is not free. Rework is definitely not free.
A coating line that can electronically tune its plume part-by-part, edge-by-edge, and pass-by-pass has a different operating logic than a coating line that mechanically sprays one compromise pattern across everything.
The Impact Problem
The most neglected part of spraying is impact.
People talk about coverage as if paint either reaches the part or does not. That is incomplete.
A droplet can reach the part and still behave badly.
It can bounce.
It can splash.
It can rebound into booth air.
It can build heavy on an edge.
It can land too dry.
It can land too wet.
It can disturb the film already there.
It can contribute to orange peel, mottling, dry spray, runs, sags, or inconsistent film thickness.
The final millisecond matters.
Recent work on charged droplets is interesting because it suggests charge can affect not only where a droplet goes, but how it behaves when it hits. That is the door this idea walks through.
A charged paint droplet is not just a projectile.
It is a controlled participant in a field.
If the surface, droplet, and surrounding field are managed correctly, the landing event may become more tunable. Less splash. Less rebound. Better wetting. More predictable film formation.
That does not mean magic paint.
It does not mean one nozzle solves every coating problem.
It means the impact should be designed, not accepted.
Paint nozzles currently spend most of their intelligence before the droplet leaves the gun.
A better system keeps governing the droplet after it leaves.
Intervene
The practical intervention is not to build a full automotive coating robot on day one.
That would be the usual industrial mistake: overbuild the demonstration until the experiment becomes too expensive to tell the truth.
Start smaller.
Build a bench-scale test applicator using a safe coating analog first. Water-based test fluids. Controlled viscosity. Pigment surrogate if needed. Grounded panels. Transparent shielding. High-speed video. Adjustable field zones. Simple pump. Simple fixed orifice. No heroic production claims.
Then test one question at a time.
Can field geometry narrow or widen a spray pattern without changing the cap?
Can a segmented electrode bias the plume left, right, up, or down?
Can pulse frequency change droplet size distribution?
Can a field reduce overspray at the edge of a grounded target?
Can charge conditions alter wetting, bounce, or visible surface texture?
Can two field settings produce visibly different film thickness maps from the same mechanical nozzle?
Can a simple sensor loop adjust the pattern in real time as the part changes shape?
Those are answerable questions.
Not with a brochure.
With a test rig.
The first prototype does not need to paint a car door.
It needs to paint a flat coupon, then an angle bracket, then a tube, then a box corner, then a stamped recess.
If the system can electronically change behavior across those shapes, the idea has legs.
The First Useful Machine
The first commercial version would probably not be a consumer spray gun.
Consumer tools are too uncontrolled. Bad grounding, bad cleaning, bad paint, bad technique, bad safety, bad expectations.
The first useful machine belongs in a controlled industrial booth.
Fabricated metal.
Appliance panels.
Agricultural equipment.
Railings.
Cabinets.
Fixtures.
Frames.
Pipe assemblies.
Parts that already move through coating lines, already need grounding discipline, already lose money to overspray, rework, masking, and downtime.
The right first machine is probably a robotic or fixed-position applicator for mixed-part production, where one line sees multiple shapes and the current answer is too much compromise.
That is where electronically addressable spray geometry becomes valuable.
Not because it paints one thing perfectly.
Because it adapts.
What It Could Replace
It will not replace every moving part.
That is the wrong promise.
It may reduce dependence on some of them.
Less mechanical fan adjustment.
Less nozzle swapping.
Less shaping air.
Less masking.
Less robot overtravel to compensate for poor wrap.
Less rework around edges and recesses.
Less waste from overspray.
Less tuning by feel.
Less downtime cleaning complex air caps and bell assemblies.
The strongest version of this system does not simply remove hardware. It moves complexity from hardware into control.
That is usually where technology goes when it matures.
Mechanical linkages become electronic controls.
Fixed timing becomes feedback.
Manual adjustment becomes software.
The paint nozzle is ready for that jump.
The Hard Parts
There are hard parts.
Paint is not clean laboratory water.
Paint is nasty, valuable, formulation-sensitive chemistry. It can be conductive or resistive. It can be solvent-borne or waterborne. It can clog, skin, foam, dry, string, shear, separate, or contaminate itself through poor handling.
High voltage in a paint booth is not casual. Solvents, vapor, dust, grounding, arcing, ignition risk, and operator safety all matter.
A field-shaped nozzle would need serious safety design.
It would need formulation windows.
It would need cleanability.
It would need shielding.
It would need predictable failure modes.
It would need to avoid the classic electrostatic problem of too much edge attraction and poor Faraday-cage penetration into recesses.
It would need proof that it can improve total coating cost, not just make beautiful high-speed video.
Good.
That is how real invention should be treated.
If the idea cannot survive the hard parts, it is not a system. It is a trick.
Bright Meadow Group does not need tricks.
It needs leverage points.
This looks like one.
The Larger Pattern
The old model says:
Choose the right nozzle for the job.
The better model says:
Teach the nozzle to become the right nozzle while the job changes.
That is not limited to paint. It belongs to coatings generally: primers, sealants, adhesives, ceramic coatings, antimicrobial films, conductive inks, corrosion inhibitors, release agents, agricultural coatings, and maybe even repair materials.
Any process where a liquid becomes droplets, droplets become a plume, and a plume becomes a film may eventually face the same question:
Why is the geometry still fixed?
Why is the intelligence still outside the spray?
Why are we using moving parts to do what fields may be able to do faster?
The answer, usually, is habit.
Habits are useful until they become invisible.
Then they become waste.
The Bright Meadow Group Read
Observe:
The paint nozzle is not just a hole. It is a phase boundary where liquid becomes swarm behavior.
Design:
Treat the spray plume as an electrically shapeable geometry. Use segmented fields, pulsed charge, grounded targets, sensor feedback, and controlled impact behavior to replace some mechanical adjustment with electronic control.
Intervene:
Build the smallest honest test rig. Prove pattern shaping. Prove reduced overspray. Prove controlled edge deposition. Prove improved film formation. Then scale only what survives contact with real coating chemistry.
That is the work.
Not a magic gun.
Not a gadget.
A better way to think about coating.
The future of spray technology is not just finer droplets.
It is commanded droplets.
A programmable paint nozzle does not ask the paint to behave after it leaves the machine.
It keeps designing the behavior all the way to the surface.